- SMO 254
- Alloy 254 SMO
- Alloy SMO 254
- 1.4547
- UNS S31254
Standards
Seamless Tube and Pipe: ASTM A269, A213, A312, NFA 49-217, EN10216-5
Welded Tube and Pipe: ASTM A249, A269, A312, A358, A409
Fittings: ASTM A182
Bar: ASTM A276, A479, EN 10088-3
Forged products: ASTM A473
Taashvi Special Alloys 254 SMO is a high-alloy austenitic stainless steel developed for use in seawater and other aggressive chloride-bearing media. The steel is characterized by the following properties:
- Excellent resistance to pitting and crevice corrosion, PRE = ≥42.5*
- High resistance to general corrosion
- High resistance to stress corrosion cracking
- Higher strength than conventional austenitic stainless steels
- Good weldability
*The PRE is defined as, in weight-%, PRE = %Cr + 3.3 x %Mo + 16 x %N
Trademark information: 254 SMO is a trademark owned by Outokumpu OY.
Standards
- UNS: S31254
- EN Number: 1.4547
- EN Name: X1CrNiMoCuN20-18-7
- W.Nr.: 1.4529**
- AFNOR: Z1 CNDU 20.18.06AZ*
* Obsolete. Replaced by EN.
** Nearest equivalent grade.
Product standards
- Seamless tube and pipe: ASTM A269, A213, A312, NFA 49-217, EN 10216-5
- Norsok MDS R11/R18, IOGP S-563 MDS IR111/111S/IR118/IR118S
- Welded tube and pipe: ASTM A249, A269 , A312, A358, A409
- Fittings: ASTM A182
- Bar: ASTM A276, A479, EN 10088-3
- Forged products: ASTM A473
Approvals
UNS S31254 (Taashvi Special Alloys 254 SMO) in the form of seamless pipe has been approved by the American Society of Mechanical Engineers (ASME) for use according to ASME Boiler and Pressure Vessel Code section VIII, div. 1. However, there is no approval for UNS S31254 in the form of seamless tube, but according to the ASME paragraph UG-15 it is allowed to use the design values for seamless pipe according to ASME section VIII, div. 1 also for seamless tube. NACE MR 0175 (sulphide stress cracking resistant material for oil field equipment).
Chemical composition (nominal)
| C | Si | Mn | P | S | Cr | Ni | Mo | N | Cu |
|---|---|---|---|---|---|---|---|---|---|
| ≤0.020 | ≤0.80 | ≤1.00 | ≤0.030 | ≤0.010 | 20 | 18 | 6.1 | 0.20 | 0.7 |
Applications
Taashvi Special Alloys 254 SMO is used in the following applications:
- Equipment for handling of seawater, such as seawater cooling, cooling water pipes, ballast water systems, firefighting systems etc.
- Hydraulic and instrumentation tubing
- Equipment in pulp bleaching plants
- Components in gas cleaning systems
- Tanks and pipelines for chemicals with high halide contents
Trademark information: 254 SMO is a trademark owned by Outokumpu OY.
Corrosion resistance
In solutions containing halides such as chloride and bromide ions, conventional stainless steels can be readily attacked by local corrosion in the form of pitting corrosion, crevice corrosion or stress corrosion cracking (SCC). In acid environments, the presence of halides also accelerates general corrosion.
General corrosion
In pure sulphuric acid, Taashvi Special Alloys 254 SMO is much more resistant than ASTM TP316, and in naturally aerated sulphuric acid containing chloride ions Taashvi Special Alloys 254 SMO exhibits higher resistance than '904L', see Figure 2.
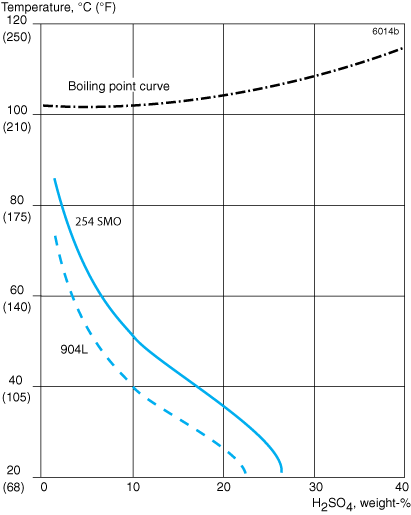
Figure 2. Isocorosion diagram 0.1 mm/year (4mpy) in naturally aerated sulphuric acid containing 2000 ppm chloride ions.
Stress corrosion cracking (SCC)
Ordinary austenitic steels of the ASTM TP304 and TP316 type are prone to stress corrosion cracking (SCC) in chloride-containing solutions at temperatures exceeding about 60°C (140°F). For the austenitic steels, resistance to SCC increases with higher nickel and molybdenum contents. The tables below show the results of two accelerated tests, clearly demonstrating that Taashvi Special Alloys 254 SMO has a very good resistance to SCC.
Stress corrosion cracking tests in boiling 25% NaCl solution, pH=1.5. U-bend specimens.
| Grade | Time to failure | Remark |
|---|---|---|
| ASTM TP316 |
<150 h
|
Pitting
|
| '904L' |
No failure (1000 h)
|
Crevice corrosion
|
| Sandvik 254 SMO |
No failure (1000 h)
|
No attack
|
Stress corrosion cracking tests. Drop evaporation method*. Stress: 0.9xRp0.2
| Grade | Time to failure hours |
|---|---|
| ASTM TP316 |
105
|
| '904L' |
225
|
| Sandvik 254 SMO |
425
|
* A 0.1 M NaCl solution is allowed to drop slowly onto an electrically heated tensile test specimen at 300 oC (570 oF).
Intergranular corrosion
Taashvi Special Alloys 254 SMO has a very low carbon content. This means that there is very little risk of carbide precipitation during heating, for example when welding. The steel passes the Strauss test (ASTM A262, practice E) even after sensitizing for one hour at 600–1000°C (1110–1830°F).
However, due to the high alloying content of the steel, inter-metallic phases can precipitate at the grain boundaries in the temperature range 600–1000°C (1110–1830°F). These precipitations do not involve any risk of intergranular corrosion in the environments in which the steel is intended to be used. Thus, welding can be carried out without any risk of intergranular corrosion.
Pitting corrosion
The pitting and crevice corrosion resistance of stainless steel is primarily determined by the content of chromium, molybdenum and nitrogen. Manufacture and fabrication, e.g. welding, are also of vital importance for the actual performance in service. A parameter for comparing the resistance to pitting in chloride environments is the PRE number (Pitting Resistance Equivalent). The PRE is defined as, in weight-%, PRE = %Cr + 3.3 x %Mo + 16 x %N
PRE-value for Taashvi Special Alloys 254 SMO = ≥42,5.
The results of laboratory determination of the critical pitting temperature (CPT) in 3 % NaCl are shown in Figure 3, where it can be seen that Taashvi Special Alloys 254 SMO possesses very good resistance in water containing chlorides. Taashvi Special Alloys 254 SMO is, therefore, a suitable material for use in seawater.
Crevice corrosion
The weak point of conventional stainless steels is their limited resistance to crevice corrosion. In seawater, for example, there is a considerably greater risk of crevice corrosion under gaskets, deposits or fouling. Tests in natural seawater at 60°C (140°F) have shown that Taashvi Special Alloys 254 SMO can be exposed for prolonged periods without suffering crevice corrosion. Figure 4 shows the results of accelerated crevice corrosion tests.
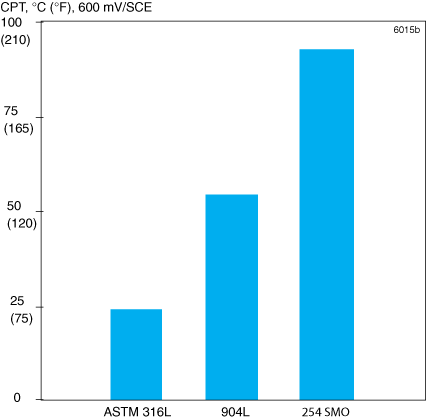
Figure 3. Critical pitting temperature (CPT) in 3% NaCl, 600 mV/SCE.
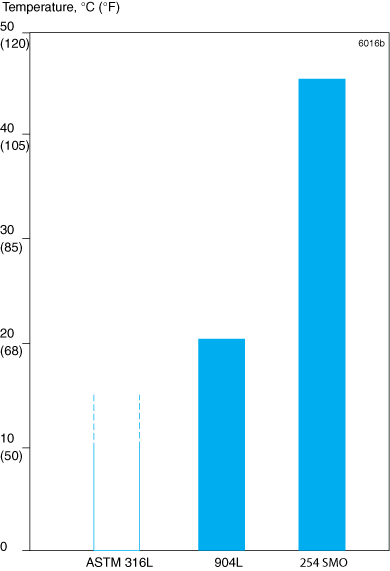
Figure 4. Critical crevice corrosion temperature in FeCl₃ for Sandvik 254 SMO, AISI 316L and 904L. According to ASTM G-48.
Fabrication
Avoid abrasion against copper/copper alloys or other similar metals which, if present in metallic form, can cause cracks during subsequent welding, hot processing or heat treatment.
Bending
The excellent formability of Taashvi Special Alloys 254 SMO permits cold bending to very tight bending radii. Annealing is not normally necessary after cold bending.
Machining
Taashvi Special Alloys 254 SMO is a high alloyed austenitic stainless steel and thus tougher inserts in metal cutting are needed than is the case for lower alloyed austenitic grades. When machining Taashvi Special Alloys 254 SMO considerably lower cutting speeds are recommended compared to the grades Sanmac 304/304L and Sanmac 316/316L, which have improved machinability.
Forms of supply
Seamless tube and pipe are supplied in dimensions up to 230 mm (9.06 in.) outside diameter. The delivery condition is either solution annealed and white pickled, or solution annealed in a bright annealing process.
Other forms of supply
- Welded tube and pipe
- Fittings and flanges
- Bar steel
- Forged products
- Cast products
Heat treatment
The tubes are delivered in heat treated condition. If additional heat treatment is needed due to further processing the following is recommended.
Solution annealing
1150–1200°C (2100–2190°F), quenching in water. Thin-walled tubes min. 1130°C (2060°F), quenching in air/water.
Mechanical properties
The following figures apply to solution annealed condition seamless tube and pipe.
Metric units, at 20°C
| Wall thickness | Proof strength | Tensile strength | Elong. | Hardness | ||
|---|---|---|---|---|---|---|
| Rp0.2a) | Rp1.0a) | Rm | Ab) | A2" | HRB | |
| mm | MPa | MPa | MPa | % | % | |
| <5 | ≥310 | ≥340 | 675-850 | ≥35 | ≥35 | ≤96 |
| >5 | ≥310 | ≥340 | 655-850 | ≥35 | ≥35 | ≤96 |
1 MPa = 1 N/mm2
Imperial units, at 68°F
| Wall thickness | Proof strength | Tensile strength | Elong. | Hardness | ||
|---|---|---|---|---|---|---|
| Rp0.2a) | Rp1.0a) | Rm | Ab) | A2" | HRB | |
| inch | ksi | ksi | ksi | % | % | |
| <0.187 | ≥45 | ≥49 | 98-123 | ≥35 | ≥35 | ≤96 |
| >0.187 | ≥45 | ≥49 | 98-123 | ≥35 | ≥35 | ≤96 |
a) Rp0.2 and Rp1.0 correspond to 0.2% offset and 1.0% offset yield strength, respectively.
b) Based on L0 = 5.65 √S0 where L0 is the original gauge length and S0 the original cross-section area.
Impact strength
Due to its austenitic microstructure, Taashvi Special Alloys 254 SMO has very good impact strength both at room temperature and at cryogenic temperatures.
Tests have demonstrated that the steel fulfils the requirements (60 J (44 ft-lb) at -196 oC (-320 oF)) according to the European standards EN 13445-2 (UFPV-2) and EN 10216-5.
At high temperatures
Intermetallic phases are precipitated within the temperature range of 600–1000°C (1110–1830°F). Therefore, the steel should not be exposed to these temperatures for prolonged periods.
Metric units
|
Temperature
|
Proof strength
|
|
|---|---|---|
| °C | Rp0.2 | Rp1.0 |
| MPa | MPa | |
| min. | min. | |
| 100 | 230 | 270 |
| 200 | 190 | 225 |
| 300 | 170 | 200 |
|
400
|
160
|
190
|
| 500 | 148 | 180 |
Imperial units
|
Temperature
|
Proof strength
|
|
|---|---|---|
| °F | Rp0.2 | Rp1.0 |
| ksi | ksi | |
| min. | min. | |
| 200 | 34 | 40 |
| 400 | 27 | 32 |
| 600 | 24 | 29 |
|
700
|
24
|
28
|
| 900 | 22 | 26 |
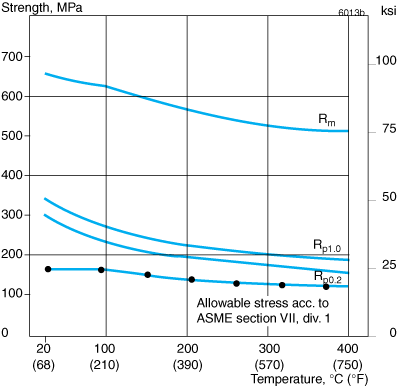
Figure 1. Strength values (min. values) for Sandvik 254SMO and allowable stress according to ASME Boiler and Pressure Vessel Code section VIII, div. 1.
Physical properties
Density: 8.0 g/cm3, 0.29 lb/in3
| Temperature, oC | W/m oC | Temperature, oF | Btu/ft h oF |
|---|---|---|---|
| 20 | 10 | 68 | 6 |
| 100 | 12 | 200 | 7 |
| 200 | 14 | 400 | 8 |
| 300 | 16 | 600 | 9.5 |
| 400 | 18 | 800 | 10.5 |
| 500 | 20 | 1000 | 11.5 |
| 600 | 21 | 1200 | 12.5 |
| 700 | 23 | 1300 | 13 |
Specific heat capacity
|
Temperature, °C
|
J/kg °C
|
Temperature, °F | Btu/ft h °F |
|---|---|---|---|
| 20 | 485 | 68 | 0.12 |
| 100 | 510 | 200 | 0.12 |
| 200 | 535 | 400 | 0.13 |
| 300 | 565 | 600 | 0.14 |
| 400 | 585 | 800 | 0.14 |
| 500 | 600 | 1000 | 0.14 |
| 600 | 615 | 1200 | 0.15 |
|
700
|
625
|
1400 | 0.15 |
Thermal expansion, mean values in temperature ranges (x106)
| Temperature, °C |
Per °C
|
Temperature, °F | Per °F |
|---|---|---|---|
| 30–100 | 16 | 86–200 | 9 |
| 30–200 | 16 | 86–400 | 9 |
| 30–300 | 16.5 | 86–600 | 9 |
| 30–400 | 16.5 | 86–800 | 9.5 |
| 30–500 | 17 | 86–1000 | 9.5 |
| 30–600 | 17 | 86–1200 | 9.5 |
| 30–700 |
17.5
|
86–1300 | 10 |
Modulus of elasticity, (x103)
| Temperature, °C |
MPa
|
Temperature, °F | ksi |
|---|---|---|---|
| 20 | 195 | 68 | 28.3 |
| 100 | 190 | 200 | 27.6 |
| 200 | 182 | 400 | 27.5 |
| 300 | 174 | 600 | 25.1 |
| 400 | 166 | 800 | 23.8 |
| 500 |
158
|
1000 | 22.5 |
Welding
The weldability of Taashvi Special Alloys 254 SMO is good. Suitable methods of fusion welding are manual metal-arc welding (MMA/SMAW) and gas-shielded arc welding, with the TIG/GTAW method as first choice.
In common with all fully austenitic stainless steels, Taashvi Special Alloys 254 SMO has low thermal conductivity and high thermal expansion. Welding plans should therefore be carefully selected in advance, so that distortions of the welded joint are minimized. If residual stresses are a concern, solution annealing can be performed after welding.
For Taashvi Special Alloys 254 SMO, heat-input of <1.5 kJ/mm and interpass temperature of <100°C (210°F) are recommended. A string bead welding technique should be used.
Nickel alloys with high molybdenum and chromium must be used as filler metals to have good corrosion resistance in the as-welded condition.
Recommended filler metals
TIG/GTAW or MIG/GMAW welding
ISO 18274 S Ni 6625/AWS A5.14 ERNiCrMo-3 (e.g. Exaton Ni60)
ISO 18274 S Ni 6059/AWS A5.14 ERNiCrMo-13 (e.g. Exaton Ni59)
MMA/SMAW welding
ISO 14172 E Ni 6625/AWS A5.11 ENiCrMo-3 (e.g. Exaton Ni60)
ISO 14172 E Ni 6059/AWS A5.11 ENiCrMo-13 (e.g. Exaton Ni59)
Disclaimer: Recommendations are for guidance only, and the suitability of a material for a specific application can be confirmed only when we know the actual service conditions. Continuous development may necessitate changes in technical data without notice. This datasheet is only valid for Taashvi Special Alloys materials.